






Produktkonsultation
Din e-postadress kommer inte att publiceras. Obligatoriska fält är markerade *

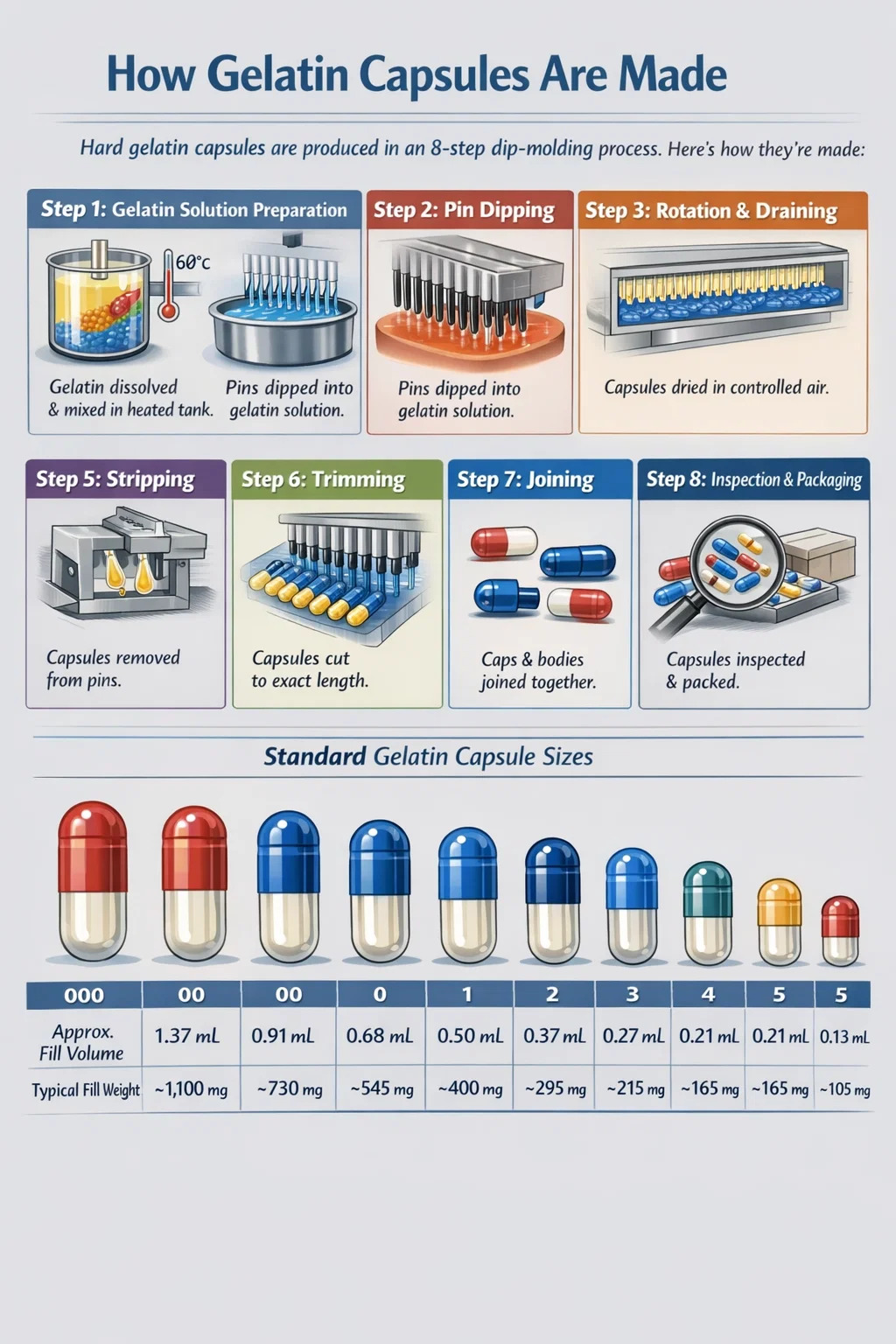
Kapslar - särskilt gelatinkapslar - tillverkas genom en doppformningsprocess där precisionskonstruerade stift av rostfritt stål nedsänks i en temperaturkontrollerad gelatinlösning, dras ut, torkas, avskalas, trimmas och sammanfogas för att bilda det färdiga skalet. Denna process gäller för hårda gelatinkapslar (HGC) , som står för ungefär 70–75 % av alla kapslar som produceras globalt. Mjuka gelatinkapslar (softgels) följer en annan roterande forminkapslingsmetod där skalet och fyllmaterialet formas samtidigt.
Hela tillverkningscykeln för hårda gelatinkapslar – från stiftdoppning till färdigt skal – tar vanligtvis 45 till 50 minuter per satscykel på en modern automatiserad linje, med en enda produktionsmaskin som kan producera över 1 miljon kapselskal per timme. Att förstå denna process är viktigt för läkemedelstillverkare, nutraceutiska varumärken, blandningsapotek och alla som köper eller utvärderar kapselmaterial.
En gelatinkapsel är ett skal som huvudsakligen är tillverkat av gelatin - ett protein som härrör från den partiella hydrolysen av kollagen som kommer från djurens ben, skinn och bindväv, oftast från nötkreatur eller svin. Skalet löses i magvätskor inuti 3 till 10 minuter , släpper ut dess innehåll effektivt i matsmältningssystemet.
Gelatinkapslar dominerar läkemedels- och kosttillskottsmarknaden av flera mätbara skäl:
Två primära typer av gelatinkapslar finns i kommersiell produktion: hårda gelatinkapslar och mjuka gelatinkapslar. Deras tillverkningsprocesser är fundamentalt olika, och deras tillämpningar återspeglar dessa skillnader.
Innan man undersöker produktionsprocessen är det nödvändigt att förstå insatsmaterialen som direkt bestämmer skalets kvalitet, upplösningsprestanda och regelefterlevnad.
Gelatin av farmaceutisk kvalitet som används i kapseltillverkning måste uppfylla specifikationerna i USA:s farmakopé (USP), Europeiska farmakopén (Ph. Eur.) och Japansk farmakopé (JP). Viktiga kvalitetsparametrar inkluderar:
Rena gelatinskal skulle vara för spröda för praktisk hantering. Mjukgörare tillsätts för att införa flexibilitet. För hårda kapslar hålls innehållet av mjukgörare minimalt (under 1–2 %). För mjuka gelatinkapslar är koncentrationen av mjukgörare mycket högre - vanligtvis 20–30 % av skalformuleringen . Den vanligaste mjukgöraren är glycerin, med sorbitol som används i fuktkänsliga applikationer.
Titandioxid används som opacifierare för att förhindra ljusnedbrytning av ljuskänsliga fyllnadsmaterial. Godkända färgämnen (FD&C-färgämnen, järnoxider, naturliga pigment som annatto eller karmin) införlivas i gelatinlösningen före doppning. Ett enda kapselskal kan innehålla 0,01% till 2% vikt/vikt titandioxid beroende på önskad opacitetsnivå.
Renat vatten (uppfyller USP eller Ph. Eur. standarder) är det primära lösningsmedlet för gelatinupplösning. Gelatinlösningen som används vid doppning innehåller vanligtvis 30–40 % vikt/vikt fast gelatin löst i vatten hålls vid 50–60°C för att hålla lösningen vid lämplig viskositet för doppning.
Vissa tillverkare lägger till lågkoncentrerade antimikrobiella konserveringsmedel som svaveldioxid (SO₂) till gelatinmassan för att förhindra mikrobiell kontaminering under bearbetningen. Den tillåtna halten i färdigt gelatin är vanligtvis inte mer än 50 mg/kg per Ph. Eur. specifikationer.
Tillverkningen av hårda gelatinkapselskal följer en noggrant kontrollerad sekvens av steg. Varje fas sker inom en dedikerad sektion av en automatiserad kapseltillverkningsmaskin (som de som produceras av Capsugel, ACG eller Qualicaps). Här är en detaljerad uppdelning av varje steg:
Farmaceutisk kvalitet gelatingranuler vägs och löses i renat vatten med användning av ett mantlat blandningskärl med kontrollerad uppvärmning. Lösningen förs till 60–70°C under kontinuerlig omrörning i 2–4 timmar tills den är helt homogen. Färgämnen, opacitetsmedel och eventuella hjälpämnen tillsätts under detta steg. Den slutliga lösningen avgasas under vakuum för att avlägsna luftbubblor som annars skulle skapa hål i det färdiga skalet. Lösningen överförs sedan till en förvaringstank där temperaturen hålls vid 50–55°C för att förhindra för tidig gelning samtidigt som korrekt viskositet bibehålls för doppning.
Kärnan i tillverkningen av hårda kapslar är doppformningsprocessen. Stift av rostfritt stål eller mässing – precisionsbearbetade till de exakta måtten för varje kapselstorlek (storlek 000 till storlek 5, med motsvarande volymer från 1,37 ml ner till 0,13 ml) – är arrangerade i stänger som rymmer hundratals stift vardera. Dessa stiftstänger rengörs, inspekteras och försmörjs först med ett släppmedel (vanligtvis ett formsmörjmedel baserat på cetrimid eller liknande medel) för att underlätta borttagning av kapsel.
Stiftarna doppas sedan i den temperaturkontrollerade gelatinlösningen. Dopptanken hålls vid 45–50°C för att säkerställa att gelatinet täcker stiften jämnt. Kroppsstift och kapsylstift doppas separat, eftersom de har lite olika dimensioner — locket har en marginellt större diameter för att tillåta kroppen att glida in och låsa under sammanfogningen. Doppdjup och utdragningshastighet är noggrant styrda för att uppnå en jämn skalväggtjocklek på 0,09 till 0,12 mm .
Omedelbart efter doppningen vänds stiftstängerna och roteras långsamt. Denna rotation säkerställer en jämn fördelning av gelatinfilmen över hela stiftets yta, vilket förhindrar ansamling vid spetsen. Under denna fas rinner överflödigt gelatin tillbaka in i dopptanken, vilket minskar materialavfallet.
De belagda stiften passerar genom en serie torkugnar där konditionerad luft med exakt kontrollerad temperatur och fuktighet riktas över gelatinfilmen. Torkningsförhållandena är typiska 20–25°C med relativ luftfuktighet mellan 30–45 % . För snabb torkning orsakar sprickbildning; otillräcklig torkning gör skalen mjuka och klibbiga. Torktunneln på en modern automatiserad maskin kan vara 30 till 50 meter i effektiv längd , med flera temperatur- och fuktighetszoner, för att uppnå gradvis, jämn torkning. Detta stadium tar vanligtvis 30–40 minuter av den totala tunneluppehållstiden.
När den har torkat till rätt fukthalt (vanligtvis 13–16 % vikt/vikt i detta skede) avlägsnas de halvstyva gelatinskalen mekaniskt från stiften med gummikäftar som greppar och drar av skalet utan förvrängning. Detta är ett kritiskt steg - eventuella oregelbundenheter i stiftytan eller otillräcklig smörjning kommer att orsaka rivning eller förvrängning vid denna punkt.
De avskalade skalen har en ojämn öppen ände (änden som var vid spetsen av stiftet). Precisionsroterande knivar trimmar varje skal till exakt angiven längd. Hård gelatinkapselkapsel och kroppslängder är standarddefinierade - till exempel har en kapsel storlek 0 en kroppslängd på 18,0 mm och en locklängd på 11,7 mm (ungefärliga standardmått; exakta specifikationer varierar beroende på tillverkare). Trimningsnoggrannheten är vanligtvis inom ±0,3 mm.
Trimmade kroppar och lock matas in i en sammanfogningssektion där de är förlåsta: kroppen glider in i locket till ett förlåst läge, och håller dem samman som tomma skal under hantering och fyllning. Förlåsta kapslar kan enkelt separeras genom påfyllningsmaskiner för påfyllning och sedan knäppas helt stängda efter att påfyllningen är klar. Förbindningsmekanismen använder styrningar och kamföljare för att trycka in kroppen i locket på ett kontrollerat djup.
Färdiga tomma gelatinkapselskal passerar genom automatiserade inspektionssystem utrustade med kameror och sensorer som upptäcker synliga defekter - nålhål, dubbla väggar, sprickor, bucklor och färginkonsekvenser. Avslagsfrekvensen på välskötta moderna linjer ligger vanligtvis under 0,5 % . Godkända skal är bulkförpackade i polypåsar i kartonger och lagras under kontrollerade förhållanden av 15–25°C och 35–65 % RH för att bibehålla skalets integritet under hållbarhetstid (vanligtvis 3–5 år).
Hårda gelatinkapslar tillverkas i standardiserade storlekar, var och en motsvarar en definierad fyllningsvolym. Att välja rätt storlek är ett avgörande formuleringsbeslut.
| Kapselstorlek | Ungefärlig fyllningsvolym (ml) | Typisk fyllningsvikt (mg) vid 0,8 g/ml densitet | Vanliga applikationer |
|---|---|---|---|
| 000 | 1.37 | ~1 100 | Högdos veterinärmedicin, nutraceuticals |
| 00 | 0.91 | ~730 | Fiskolja, örtextrakt |
| 0 | 0.68 | ~545 | Vanligaste OTC-tilläggsstorleken |
| 1 | 0.50 | ~400 | Pharmaceutical Rx företagsprofil |
| 2 | 0.37 | ~295 | Mellandosformuleringar |
| 3 | 0.27 | ~215 | Potenta API:er, pediatriska formuleringar |
| 4 | 0.21 | ~165 | Läkemedel med mycket hög potens |
| 5 | 0.13 | ~105 | Neonatal och mikrodosering |
Mjuka gelatinkapslar (softgels) tillverkas med hjälp av roterande forminkapslingsprocess , uppfann av Robert Pauli Scherer 1933. Till skillnad från tillverkning av hårda kapslar, bildar mjukgelprocessen skalet och kapslar in fyllmaterialet samtidigt i en kontinuerlig operation.
En varm gelatinmassa (innehållande gelatin, mjukgörare - vanligtvis glycerin och/eller sorbitol vid 20–30 % av torr gelatinvikt - och vatten) sprids på kylda gjuttrummor för att bilda kontinuerliga gelatinband med kontrollerad tjocklek, vanligtvis 0,5 till 1,2 mm tjock . Två band bildas samtidigt - ett för varje halva av kapseln.
De två gelatinbanden matas från motsatta sidor in i en roterande formmekanism bestående av två motroterande formvalsar. När banden konvergerar vid formarna, injiceras fyllnadsmaterial (vätska, suspension eller pasta) från en fyllningspump genom en kilformad insprutningsmekanism placerad mellan banden. Formarna stämplar och förseglar gelatinet runt fyllmaterialet med värme och tryck - vanligtvis 37–40°C vid formytan — samtidigt som man skär kapseln från bandet. Detta ger en hermetiskt förseglad kapsel i en enda operation.
Nyformade softgels innehåller 30–40 % fukt och måste torkas. De överförs till torktumlare — stora roterande fat med konditionerat luftflöde — där de tumlar kontinuerligt under 2–4 timmar för att förhindra vidhäftning och främja jämn torkning. Efterföljande bricktorkning kan fortsätta under 24–48 timmar i kontrollerade miljöer tills skalet når en jämviktsfukthalt på ungefär 6–10 % vikt/vikt .
Fyllningen för en mjuk gelatinkapsel måste vara flytande eller halvfast vid bearbetningstemperaturer. Material som är oförenliga med softgel-fyllning inkluderar:
Hydroxipropylmetylcellulosa (HPMC) kapslar – även kallade vegetariska eller veganska kapslar – har vunnit betydande marknadsandelar som alternativ till gelatinkapslar, särskilt för produkter som riktar sig till vegetariska, vegan-, halal- och kosherkonsumenter. Tillverkningsprocessen för HPMC-kapslar använder samma doppformningsprincip, men med viktiga skillnader.
| Parameter | Gelatinkapsel | HPMC kapsel |
|---|---|---|
| Skalmaterial | Gelatin från djur | Växthärledd cellulosapolymer |
| Upplösningstid (mag) | 3–10 minuter | 15–30 minuter |
| Fuktkänslighet | Hög (spröd under 12 % RF, mjuk över 65 % RF) | Lägre — stabilare över RH-området |
| Kostnad per enhet | 0,01–0,05 USD | 0,03–0,10 USD (cirka 2–3× högre) |
| Kompatibilitet med fyllningshastighet | Utmärkt — körs på alla vanliga fyllmedel | Bra – kan kräva hastighetsjusteringar |
| Tvärbindningsrisk | Ja - aldehyder och reducerande sockerarter kan tvärbinda skal | Nej - inte mottaglig för tvärbindning |
| Diet lämplighet | Inte lämplig för veganer/vegetarianer | Lämplig för alla kostpreferenser |
En av de mest praktiskt betydelsefulla utmaningarna vid tillverkning och formulering av gelatinkapslar är skaltvärbindning — en kemisk reaktion där aldehydinnehållande föreningar (från hjälpämnen, fyllnadsmaterial eller förpackningar) reagerar med aminogrupperna i gelatinproteinkedjorna och bildar kovalenta bindningar som gör skalet styvt och motståndskraftigt mot upplösning.
Tvärbundna gelatinskal kan klara initialt upplösningstest men misslyckas därefter 3–6 månaders lagring , vilket skapar en allvarlig risk för biotillgänglighet som ofta inte upptäcks förrän stabilitetsstudier är väl på gång. USP tvåskiktsupplösningstestet utvecklades specifikt för att ta itu med detta: kapslar som inte uppfyller standardupplösningskriterierna testas igen i närvaro av enzymer (pepsin eller pankreatin) för att avgöra om tvärbindning är orsaken.
Kända triggers för tvärbindning i gelatinkapselsystem inkluderar:
Begränsande strategier inkluderar att ersätta laktos med icke-reducerande sockerarter (t.ex. mannitol eller mikrokristallin cellulosa), använda torkmedel och inerta gaser i förpackningen, välja HPMC-kapslar för aldehydkänsliga formuleringar och utföra accelererade stabilitetstester vid 40°C/75 % RH i 6 månader som standardprotokoll.
Kapseltillverkare som levererar till läkemedelsindustrin måste verka under cGMP (nuvarande god tillverkningssed) bestämmelser som definieras av FDA 21 CFR Parts 210/211 (US), EudraLex Volume 4 (EU), eller motsvarande nationella riktlinjer. Kvalitetskontrollregimen för produktion av gelatinkapslar omfattar flera dimensioner:
Utöver vanliga hårda och mjuka gelatinkapslar har kapselindustrin utvecklat specialiserade varianter för att möta specifika läkemedelsleveranskrav. Dessa modifieringar införs antingen under skaltillverkning eller som efterproduktionsbehandlingar.
Standard gelatinkapslar löser sig snabbt i magsyra (pH 1–2). För läkemedel som är syralabila eller måste levereras till tarmen beläggs gelatinkapslar efterfyllning med enteriska polymerer som t.ex. hydroxipropylmetylcellulosaftalat (HPMCP), cellulosaacetatftalat (CAP) eller Eudragit L100 . Dessa beläggningar förblir intakta vid mag-pH under 5,0 men löses upp vid tarm-pH över 5,5–6,0, vilket möjliggör riktad intestinal frisättning.
Hårda gelatinkapslar kan fyllas med flytande eller halvfasta formuleringar - en teknik som överbryggar enkelheten i tillverkning av hårda kapslar med biotillgänglighetsfördelarna som traditionellt förknippas med mjukgeler. Flytande fyllningar för hårda kapslar måste vara icke-vattenhaltiga eller innehåller mindre än 10 % vatten för att förhindra att skalet mjuknar upp. Efter fyllning förseglas kapslarna med banding (ett gelatinband som appliceras runt korsningen mellan locket och kroppen), värmeförsegling eller spinsvetsning. Detta format har visat sig vara särskilt användbart för att förbättra biotillgängligheten av BCS klass II och IV dåligt lösliga läkemedel genom lipidbaserade läkemedelstillförselsystem (LBDDS).
Utöver HPMC finns alternativa skalmaterial tillgängliga för specifika applikationer. Pullulan-kapslar (tillverkade av fermenterad tapioka) erbjuder utmärkta syrebarriäregenskaper - syreöverföringshastigheter ungefär 10 gånger lägre än gelatin — vilket gör dem lämpliga för mycket oxidationskänsliga fyllnadsmaterial. Stärkelsebaserade kapslar är ett annat djurfritt alternativ men används mindre vanligt på grund av högre sprödhet och bearbetningsproblem.
Själva gelatinkapselskalet används vanligtvis inte för att uppnå modifierad frisättning - den funktionen är vanligtvis inbyggd i fyllningen (belagda pellets, minitabletter, granulat med kontrollerad frisättning). Gelatinkapseln är dock en idealisk behållare för att hysa flera pelletpopulationer med olika frisättningsprofiler. Till exempel kan en hård gelatinkapsel storlek 0 innehålla en blandning av pellets med omedelbar frisättning och 8 timmars förlängd frisättning i en enda kapsel, vilket skapar en bifasisk frisättningsprofil från ett enkelt tillverkningssteg.
Det tomma gelatinkapselskalet är bara en del av historien. Fyllningsprocessen – som utförs hos läkemedelstillverkare, kontraktsutvecklings- och tillverkningsorganisationer (CDMOs) eller blandningsapotek – är lika avgörande för den slutliga produktkvaliteten.
Industriella kapselfyllmedel (från tillverkare som IMA, Bosch/Syntegon och MG America) fungerar på en kontinuerlig eller intermittent rörelsebasis. De öppnar de förlåsta kapselskalen, fyller kroppen med dosen pulver, pellets eller vätska och stänger och matar sedan ut den fyllda kapseln. Utmatningshastigheter för höghastighets roterande fyllmedel sträcker sig från 150 000 till 500 000 kapslar per timme . Viktvariationskontroll uppnås genom automatiserade kontrollvågar som avvisar kapslar utanför specifikationstoleransen, vanligtvis ±5 % av målfylld vikt för pulverfyllningar.
För tillverkning av små satser eller tillverkning av kliniska prövningar tillåter kapselfyllningsplattor (Torpac, Capsule Machine) manuell fyllning av 50 till 300 kapslar per sats . Halvautomatiska bänkskivor överbryggar gapet, hantering 5 000 till 50 000 kapslar per timme och är vanliga i småskaliga farmaceutiska verksamheter och specialkompounderingsmiljöer.
Hård gelatinkapselfyllning måste ske i kontrollerade miljöer. Den mest kritiska parametern är relativ luftfuktighet: gelatinskal blir för spröda för att hanteras nedanför 30% RH och för mjuk och klibbig ovanför 60% RH . Standardförhållanden för fyllningsrum är 20–25°C och 40–55 % RH . I fuktiga klimat kräver fyllning av rum aktiv avfuktning med validerade HVAC-system.
För läkemedelsföretag, nutraceutiska varumärken och CDMOs kräver valet av rätt gelatinkapselleverantör utvärdering över flera dimensioner utöver grundpriset per tusen kapslar.
Din e-postadress kommer inte att publiceras. Obligatoriska fält är markerade *
Om du vill veta mer om våra produkter är du välkommen att kontakta oss så hjälper vi dig.

